A recent feature by Makino, one of the largest machine tool manufacturers in the world, provided statistics about the impact of machining capacity idle time. The most notable revelation in this study was that the average VMC (Vertical Machining Center), even when it’s in cycle, isn’t cutting 30 per cent of the time. Even more revealing is that the real cutting, that other 70 per cent, is likely much slower than what’s realistically achievable with today’s technology.
 According to Makino, if you factor in all the other time your machine isn’t running, i.e. – setup, workpiece load/unload, cutting tool maintenance, clearing chips, etc., and the typical VMC is working 34 per cent of the time. Multiply all those wasted hours by your shop rate, and that’s what non-cutting time is costing you day after day, year after year.
According to Makino, if you factor in all the other time your machine isn’t running, i.e. – setup, workpiece load/unload, cutting tool maintenance, clearing chips, etc., and the typical VMC is working 34 per cent of the time. Multiply all those wasted hours by your shop rate, and that’s what non-cutting time is costing you day after day, year after year.Leading manufacturing innovator of CNC mill spindle optimization products JM Performance Products, Inc. (JMPP: Fairport Harbor, OH), takes a look at the goal of increasing cutting time–from the angle of toolholder expansion at the spindle.
THE TOOLHOLDER FACTOR / INDUSTRY WIDE
Industry wide, a major culprit of the majority of V-flange tooling issues machinists battle with on a daily basis is toolholder expansion. A myriad of production issues arise from this factor including: vibration and chatter, increased run-out, poor finishes, tolerances, repeatability, increased machine and spindle wear and tear, and increased set-up times. The collective impact of these issues is directly related to the number of parts that can be produced efficiently in a given cycle.
The average amount of toolholder expansion industry wide is 3.5 tenths – or 1/7th the width of a human hair. This nominal amount of expansion is enough to inhibit complete toolholder taper-to-spindle contact and reduce tool life significantly. In essence, the lack of contact is equivalent to the motion of a bell clapper in that the holder moves randomly within the spindle.
This occurs because once the small end expands, the point of full engagement (or contact) between the toolholder and the spindle reverses from the gage line to the small end. The bottom line is that the toolholder and tool are loose in the spindle.
Toolholder expansion causes tooling variabilities and critical machining issues that machinists must make adjustments which include slowing down speed and feed rates, or taking shallower cuts. Every adjustment adds cost to parts in terms of tooling, increased cycle time, and lost production.
It stands to reason, therefore, that reducing the variables that impact spindle performance can extend tool life significantly and increase productivity by 10 to 40 per cent.
STANDARD KNOB EXPANSION VS. HIGH TORQUE SOLUTION
A toolholder should make 85 to 90 per cent taper contact with the spindle for maximum rigidity, with solid contact at the gauge line. Retention knob induced expansion will prevent even dual contact toolholders from properly seating with the spindle. If it doesn’t fit the spindle precisely, a critical “loose-tool” factor occurs that can create the perfect storm for chatter, poor tool/spindle life, and decreased productivity.
Toolholder expansion caused by standard retention knob installation, can reduce the toolholder to spindle contact by 70 per cent or more. Carbide tool life is diminished by 50 per cent for every 0.0005” distance short of full engagement.
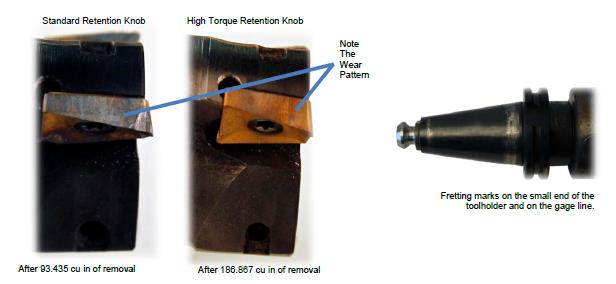
Identifying toolholder expansion can be achieved by simply looking at the wear patterns on the toolholder itself. Wear marks at the small end or at the gauge line, with no wear in between, are a clear indication of toolholder expansion.
JM Performance Products has been spearheading the charge to overcome this “spindle-to-toolholder” relationship production obstacle–by directly addressing the inherent flaw design in V-Flange tooling with their patented “High Torque” or lower-deformation retention knobs. The essential element of the design is a knob that is longer and reaches deeper into the holder’s threaded bore. As a result, all thread engagement occurs in a region of the toolholder where there is correspondingly more material to resist deformation.
 Additionally, High Torque knobs feature a precision pilot to increase rigidity, and a relief below the flange that forces threads into a deeper cross section of the toolholder. These design elements eliminate the toolholder expansion responsible for costly and ongoing CNC milling and boring issues.
Additionally, High Torque knobs feature a precision pilot to increase rigidity, and a relief below the flange that forces threads into a deeper cross section of the toolholder. These design elements eliminate the toolholder expansion responsible for costly and ongoing CNC milling and boring issues.
CALCULATING SPINDLE-TO-TOOLHOLDER RESULTS
The Makino machining capacity idle time study provided a Cost Calculator profile, that illustrated the potential savings of over $17,000 a year that can be realized by reducing non-cutting time (idle time) by 29.4 per cent. Core elements of this savings is realized with new technology, new equipment, and is extrapolated to $350,000 over the course of a five-year lease.
The study also highlighted how an additional $5,200 in savings can be recovered by being able to access the tool magazine while the machine is in cycle; and another $10,400 in combined savings resulting from improved chip removal and coolant management, coupled with improved ergonomics.
The results of this calculation spotlight considerably large savings to be realized by upgrading to newer technology and equipment. JM Performance Products takes this example to another level by calculating an additional layer of savings that can be achieved based specifically upon improved spindle-to-toolholder contact. The results of this analysis prove as follows based on this simple, real-world equation:
Take 2,000 hours (Approximately one shift) multiplied by $100 shop rate = $200,000 gross production. Then, add a few tangible details to this model: Number of tools: 30/Monthly tooling cost: $1,000/Hourly set-up rate: $25.00/Number of hours per week for set-up: five.
If you can conservatively affect a 10 per cent savings across the board, this is what the realistic breakdown results achieved would look like:
- 10 per cent savings in tooling = $1,200
- 10 per cent increase in production = $20,000
- 10 per cent set-up savings = $650
- Total Savings: $21,850
Even with moderate results of 10 per cent, $21,850 represents a significant savings. Of more importance is the fact that it would cost only about $900 one time to realize this savings potential. Beyond the conservative 10 per cent barometer set forth in this example, realistic production increases should be 15 to 40 per cent. This would represent savings of $30,000-$80,000 and that doesn’t even factor in a 10 to 200 per cent increase in tool life. Other ancillary savings such as set-up time and maintenance costs should also be absorbed into this equation as well.
CONCLUSION
Adopting advanced technologies to decrease machining time is paramount to gaining a competitive edge for component manufacturing in vital growth industries such as aerospace, medical, and automotive. In fact, over the past 40 years, CNC machines and the tools used in them have evolved and advanced significantly, as mills are running at faster RPM’s, changing tools in micro-seconds, and have more horsepower.
A machine’s ability to perform well in all of these aspects — power, torque and speed — is especially critical to shops that cut a wide variety of materials. Notably, high speed machining in excess of 20,000 RPMs is often utilized when machining components out of exotic alloys and harder metals like titanium and stainless steel.
www.jmperformanceproducts.com
Print this page