By Chris Romano, product portfolio manager for purge and pressurization, Pepperl+Fuchs, Inc.
As long as there have been industrial environments, dust has caused explosions. In the last 20 years alone, dust explosions have resulted in hundreds of deaths and injuries around the world, as well as massive property damage.
All it takes is one small spark to ignite dust under the right conditions, and a wide range of everyday materials can cause an explosion. Examples include sugar, corn, steel wool, aspirin, coal, aluminum, paint pigment, cornstarch, pasta, tapioca, tea, and cocoa. And almost every industry faces dust explosion hazards: from agricultural to automotive to refining.
Fortunately, explosion prevention techniques are readily available for use in industrial and agricultural applications. Pressurization provides an economical way to use electronic devices in a range of hazardous locations without putting employees and equipment in danger.
What Is a Dust Explosion?
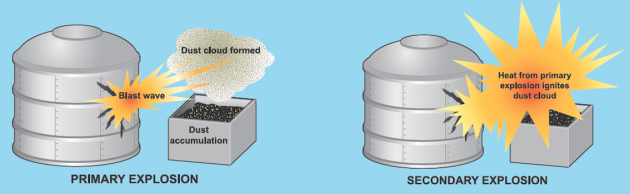
A dust explosion occurs when a fine dust suspended in the air is ignited, causing rapid burning. In milliseconds, gaseous products are released with a subsequent pressure rise of explosive force. Dust explosions can be categorized into two phases: primary and secondary.
A primary explosion takes place in a confined atmosphere, such a as a silo or part of the manufacturing plant, with the resulting shock wave damaging and often rupturing the plant. This allows the products of the explosion (burning dust and gases) to be expelled into the surrounding area. This disturbs any settled dust and initiates a larger secondary explosion. The secondary explosion can cause severe damage to surrounding plant buildings. Most large-scale dust explosions result from chain reactions of this type.
What Conditions Are Necessary for a Dust Explosion?
- The dust must be combustible.
- The dust must be fine. The finer the dust, the more explosive it is likely to be.
- The dust cloud must be of explosive concentration, i.e., between the lower and upper explosive limits for that particular dust.
- There must be sufficient oxygen in the atmosphere to support and sustain combustion.
- There must be a source of ignition.
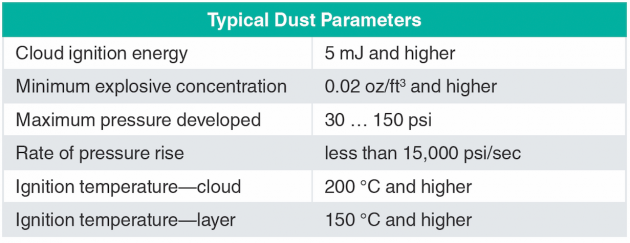
 Table 1. Typical dust parameters. Values reported by the US Bureau of Mines. Source: Ernest C. Magison, Electrical Instruments in Hazardous Locations, 3rd ed. (Pittsburgh: Instrument Society of America, ca. 1978), 317, Table 11-1.
Table 1. Typical dust parameters. Values reported by the US Bureau of Mines. Source: Ernest C. Magison, Electrical Instruments in Hazardous Locations, 3rd ed. (Pittsburgh: Instrument Society of America, ca. 1978), 317, Table 11-1.
How to Reduce the Hazard
One common method to reduce the hazard of dust explosions is to prevent the combustible material from reaching an explosive concentration by removing the combustible material and pressurizing the area. This prevents the accumulation of a flammable atmosphere. Other ways to minimize the risk of explosion include reducing the oxygen content and adding moisture or a dry inert material.
In coal mines, it is common practice to coat the galleries and shafts with rock dust to reduce the likelihood of coal dust explosions. The inert material adds thermal capacity without increasing the energy released by combustion. Adding the inert material also increases the amount of energy required to ignite the combustible elements of the atmosphere — much like holding a lit match to a wet log.
There are two objectives in Class II locations:
- Keep dust away from ignition sources.
- Prevent ignition of dust that accumulates on the device.
Pressurization effectively handles both of these scenarios for Division 1 and Division 2 areas.

Pepperl+Fuchs Bebco EPS purge and pressurization systems.
Pressurization: What Is It?
Unlike containment or prevention protection, pressurization separates general-purpose electrical devices from the surrounding hazardous atmosphere by placing them inside a common, lightweight enclosure. This enclosure is then cleaned and pressurized with industrial-grade air, or an inert gas, and maintained at a pressure higher than the dangerous external atmosphere, preventing the combustible material from coming in contact with the internal components. Only pressurization is required in a Class II dust atmosphere. Purging is used in Class I or gas applications. If purging is used in a Class II area, the vent will be blocked and cause a dust cloud, leading to an unsafe condition.
Most pressurization enclosure applications require a minimum enclosure pressure of 0.10 inches (2.5 mm) of water. One psi is equal to 27.7 inches of water. In some circumstances, a minimum enclosure pressure of 0.5 inches (12.7 mm) of water is required to protect against the ingress of ignitable dust. But in all cases, a higher enclosure pressure should be maintained to create a reasonable safety factor. In rare circumstances, enclosure pressures as high as 2.5 inches (63.6 mm) of water may be required to offset sudden atmospheric pressure fluctuations, such as those created near missile launchings or other applications with quick atmospheric pressure changes.
For Division I applications, loss of pressurization requires disconnect of power to the enclosure. For Division 2, loss of pressurization allows power to remain on, provided an audible or visual alarm notifies the operator of the condition. Motors, transformers, and other devices subject to overload must be provided with automatic means to deenergize them if temperature exceeds the design limits. Using cooling devices in the enclosure should also be considered. Vortex coolers provide an inexpensive solution.
The need to place general purpose equipment in hazardous locations is not new, yet in the last three decades the need has intensified dramatically. Most modern electronic equipment is expensive and delicate, requiring environmental protection that cannot be provided by explosion proof enclosures or intrinsic safety barriers. Purge and pressurization technology offer the safest and most economical means of installing electrical equipment in a hazardous location, as well as protecting this delicate equipment from corrosive environments.
How to Prevent and Control the Hazard:
- Maintain effective housekeeping. If dust is not there, it cannot ignite as a layer or be dispersed as a cloud. Maintain handling equipment to keep dust inside. Clean up any dust that escapes. Even small accumulations of dust (as small as 1/32 of an inch) can create a dust explosion hazard if spread over sufficient surface area.
- Conduct workforce training and education courses regarding recognition and control of combustible dust hazards.
- Design machinery and plants to minimize damage if an explosion occurs. Use flame arresters to prevent flame spread and vents to relieve pressure and reduce structural damage.
- Use intrinsically safe wiring practices.
- House electrical equipment in pressurized cabinets.
- Detect the early pressure rise when an explosion occurs in a closed system and quench it with an inerting material,
- Safety Data Sheets (SDSs) rarely address how explosive materials are; they merely state that the materials may explode. Moreover, not all SDSs can be relied on to address even the possibility of explosion, leading to eventual mishandling of materials if users assume that they cannot explode. Frequently, product manufacturers are not sufficiently aware of their materials’ volatility, so they do not test them. Sometimes, a product may not be explosive in the form in which it is supplied, but it can become explosive once a user processes it. This can happen in grinding and pulverizing operations or through abrading by friction in pneumatic handling systems.
- Knowing materials’ minimum ignition energy and temperatures (MIE and MIT) is often fundamental to arriving at HAZOP and risk management decisions. Materials with high ignition energy or temperatures are much more difficult to ignite than materials with low values, except in the event of open flames or welding incidents. The minimum ignition temperature for dispersed dust is principally used to ensure that surface temperatures cannot cause the dust to ignite. The MIT value measurement of the dust cloud is one criterion for selecting suitable electrical equipment in dusty atmospheres. The MIT value of the powder layer is also a relevant parameter.
- Many accidents happen during maintenance on a machine or area. Make sure the area is clean of all combustible dust and all material that could catch on fire. Accidents often happen when a minor fire starts from welders in an area that is clean, but the process of controlling the fire causes a dust cloud from another area to migrate to the fire, leading to secondary explosions. Ensure that all suspended lights, beams, etc., are cleared of combustible dust.
A primary explosion takes place in a confined atmosphere, expelling the products of the explosion – burning dust and gases – into the surrounding area. This disturbs any settled dust and initiates a larger secondary explosion.
Print this page